Сплав Розе — это легкоплавкий материал, температура плавления которого около +94 °C. Состав: олово, свинец и висмут. Применяется при низкотемпературной пайке и в некоторых предохранителях. Хранится в небольших гранулах.
Содержание
Свойства и применение
Относительно припоя ПОС (который кстати тоже считается мягким в общей классификации припоев), сплав Розе в разы хрупче. Поэтому среди радиолюбителей и электронщиков он считается легкоплавким (хотя тот же ПОС тоже относится к легкоплавким, у твердоплавких температура выше +300 °C)
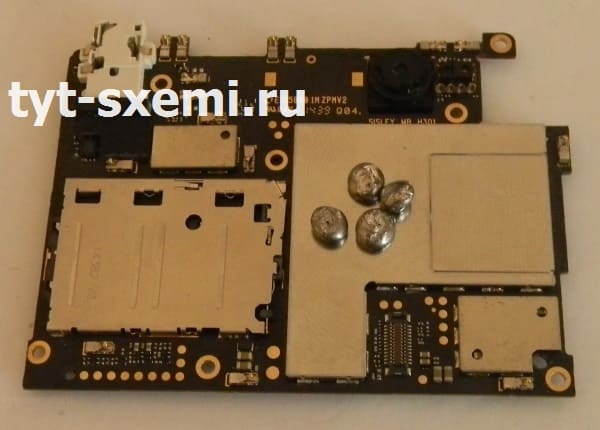
Розе хорошо подходит для выпаивания деталей, разъемов, шлейфов SMD микросхем и демонтажа защитных металлических экранов с плат мобильных телефонов.

Например, можно снять все металлические экраны с платы мобильного телефона при помощи пары гранул сплава Розе.
А еще при помощи него можно легко выпаивать большие разъемы на компьютерных материнских платах. С помощью оплетки для снятия припоя это будет очень долго и дорого (вы потратите почти всю оплетку на какой-нибудь PCI + перегреете контакты, если это донор). Оловоотсос тоже не вариант, так как современные платы практическим не имеют зазоров в отверстиях между контактом и деталью. Да и игла не поможет.

Можно использовать фен и нижний подогрев, но зачем лишний раз нагревать всю плату? Можно просто снизить температуру пайки сплавом Розе. Достаточно парой гранул сплава смешать с припоем контактов, и можно феном без перегрева аккуратно выпаять разъем с платы.
Особенности сплава:
- Низкая температура плавления. Выпаивание разъемов и деталей без перегрева.
- Хрупкость. Паяные соединения получаются ненадежными. Из-за этого лучше им не паять, а только выпаивать компоненты платы.
- Токсичность. Паяльные работы только в проветриваемом помещении.
Сплав Вуда и Розе
Еще один популярный низкотемпературный припой – это сплав Вуда.

Температура плавления около 68 °C. Внешне отличается меньшим размеров гранул. Состав аналогичен, но в нем присутствует еще кадмий. Из-за последнего в своем составе он очень токсичен.
Не рекомендуется паять таким припоем ни при каких обстоятельствах!
Только в крайнем случае и в проветриваем помещении. Не стоит злоупотреблять этим сплавом. Если есть выбор между Розе и Вуда – лучше использовать первый и избегать второй.
Методы паяльных работ
Для выпаивания разъема или детали из платы без перегрева нужно залудить контакты низкоплавким материалом.
Итоговая температура плавления будет выше, чем у Розе в чистом виде так как он смешивается с припоем на плате у которого другой состав и характеристики. (плавление при 270 °C)
Место работ имеет важное значение. Например, плата может быть очень теплоемкой из-за ее толщины. Время и мощность нагрева должны быть больше, чем у более легкой платы.
Материнскую плату от компьютера придется дольше прогревать, чем маленькую плату от мобильного телефона из-за большей многослойности и толщины текстолита.
Сначала наносится флюс на контакты выпаиваемой детали. Добавляется несколько гранул легкоплавкого припоя. Есть несколько техник паяльных работ.
Работа паяльником
Нужны массивные жала: мини волна, топорик.

Температуру паяльника можно оставить в пределах 230 °C, например, 200 °C.

Контакты детали нужно залудить легкоплавким сплавом, предварительно нанеся флюс.
На контактах образуется капля припоя, которую легко разогреть одним паяльником на небольшой мощности.

Результат паяльных работ.

Как выпаять разъем USB одним паяльником и Розе
Быстрая и безопасная пайка одним паяльником и легкоплавким припоем.

Пайка феном
Фен выставляется на температуру примерно 120 — 170 °C со средним потоком воздуха.

Гранулы постепенно расплавляются и смешиваются с контактами. Их лучше поправлять пинцетом по месту пайки, чтобы припой лучше распределился.
Нужно тщательно прогреть место пайки. Постепенно, по мере повышения температуры, деталь начнет выпаиваться. Это будет заметно при появлении блика на припое.

Результат низкотемпературной пайки.
Комбинированный метод
Фен сверху над местом пайки нужен для вспомогательного инструмента, на 100°C, а паяльником паяются детали сплавом Розе на температуре 200 °C.

После пайки детали обязательна очистка от получившейся смеси припоя с помощью оплетки.
А можно ли паять и лудить с помощью Розе
Для выпаивания деталей с платы сплав подходит, но для окончательной пайки уже детали на плату — ни в ком случае из-за хрупкости. Сплав Розе очень хрупкий, соединения получаются ненадежными. Особенно это касается разъемов и проводов. Когда по плате или проводам протекает электрический ток, выделяется тепло.
Из-за этого начинает плавиться низкотемпературный спав. К тому же, он не терпит вибрации или механических ударов. Появляются микротрещины, возникают окислы и потеря соединения.
Лужение сплавом Розе
У радиолюбителей есть популярный «ленивый» способ лужения плат с помощью слава Розе. Для этого в кипящую кастрюлю с щепоткой лимонной кислоты добавляются несколько гранул низкотемпературного сплава и платы, которые нужно залудить. Припой равномерно в считанные секунды распределяется. Основные недостатки данного способа лужения — это токсичность и все та же хрупкость сплава.

Существенный недостаток — хрупкость и токсичность. Именно из-за этого не стоит запаивать таким сплавом детали.
Меры предосторожности
Так как используемые материалы токсичны, то обязательно паять в проветриваемом помещении и средствах защиты.

Во время паяльных работ нужно держать дистанцию и надевать защитные очки. Расплавленные капли металла могут попасть на кожу или слизистые тем самым вызвав ожоги, заражение.
Сами гранулы брать только пинцетом, не допуская контакта. Они не настолько токсичны, но это намного уменьшает его влияние.

Нельзя допускать попадание сплава и его частичек на открытые раны.
Вывод
Сплав Розе справляется при низкотемпературном выпаивании деталей из плат. Его можно использовать только для этих целей. Лудить платы не очень хорошая идея из-за неудовлетворительных характеристик прочности и стойкости к механическим повреждениям или вибрации.
Если выбирать между Розе и Вуда, то выигрывает первый. Между ними не большая разница в температурах. Это не такой важный параметр, чтобы жертвовать своим здоровьем ради меньшей температуры пайки.
Добавить комментарий